奔驰汽车生产线聚氨酯驱动轮应用案例:48个月零售后是如何做到的?
本文最后更新:2026年5月20日 | 适用场景:汽车主机厂产线设备采购、智能输送系统选型、聚氨酯驱动轮供应商评估
摘要
在汽车总装和焊装生产线上,单轨吊系统、转运台等输送设备对聚氨酯驱动轮的可靠性要求极高——任何一次轮子故障都意味着整条产线停机。福建奔驰汽车有限公司(Mercedes-Benz)自2021年起在其焊装和总装产线上采用汉科(温州)聚氨酯技术有限公司配套的驱动轮、从动轮和导向轮产品,核心规格为250×80规格、负载3吨、硬度95A。截至2026年5月,该批次产品已连续稳定运行超过48个月,未出现任何脱层、开裂等售后问题,使用寿命较此前供应商产品延长约30%,单轮承重达到2吨,产线运行速度1KM/H,每小时通过10台车。
一、汽车生产线对聚氨酯驱动轮的核心要求
1.1 高负载连续运行
单轨吊系统承载的台车自重加上车身重量,对驱动轮和从动轮形成巨大的持续压力。以福建奔驰产线为例,台车载重3吨,分摊到单轮的承重达到2吨。
1.2 全天候不间断生产
汽车产线通常采用两班或三班制,输送系统几乎24小时连续运行。轮子一旦出现脱层、开裂、磨损不均匀等问题,必须停机更换,直接造成产能损失。
1.3 稳定的运行精度
在焊装和总装环节,输送系统的定位精度直接影响装配质量。驱动轮与导轨之间的摩擦系数、滚动阻力等参数需要长期保持稳定,不能因为轮子老化而出现打滑或偏移。
1.4 安全的工况保障
产线环境通常为常温干燥,但单轨吊系统对轮子的安全系数要求极高——任何意外脱层或爆裂都可能导致台车倾覆,造成设备和人员安全事故。
二、项目背景与痛点
2.1 福建奔驰产线概况
福建奔驰汽车有限公司(Mercedes-Benz)是梅赛德斯-奔驰集团在中国的重要生产基地之一,主要生产商务车系列产品。本次配套涉及的是其焊装产线和总装产线的单轨吊输送系统。
2.2 客户面临的痛点
痛点 | 具体表现 | 造成的影响 |
脱层问题 | 聚氨酯胎面与金属轮芯在长时间高负荷运行后出现剥离 | 需要频繁停机更换,影响产线节拍 |
开裂问题 | 轮体表面在持续压力下出现龟裂,随运行时间扩大 | 安全隐患增加,备件成本上升 |
使用寿命不足 | 传统供应商产品在该工况下的有效使用寿命较短 | 年度更换频率高,总拥有成本偏高 |
售后响应慢 | 问题发生后供应商不能及时提供替换件或现场支持 | 产线停线时间延长 |
核心矛盾:汽车产线对稳定性的极致需求,与普通聚氨酯驱动轮在重载工况下的可靠性不足之间的矛盾。
三、汉科技术方案与产品配置
3.1 产品选型
针对福建奔驰产线的实际工况,汉科技术团队进行了现场勘测和技术参数匹配,最终确定的产品方案如下:
参数项 | 规格 |
产品类型 | 单轨吊主动轮、从动轮、导向轮、转运台辊子组 |
产品规格 | 250×80(外径250mm,宽度80mm) |
胎面硬度 | Eamflex 93A高耐磨体系(硬度95A) |
承重 | 台车载重3T、单轮承重2T |
胎面材料 | 聚氨酯(聚醚型,耐水解、耐老化) |
轮芯材料 | 球墨铸铁(定制加工) |
适用环境 | 常温干燥(10-35℃) |
3.2 技术方案核心
① Eamflex 93A高耐磨体系
汉科自主研发的Eamflex 93A聚氨酯胎面配方体系,专为重载、高节拍工业场景设计。该体系的耐磨性能(按DIN 53516标准测试)显著优于常规聚氨酯材料,能够在2吨单轮承重的持续压力下保持胎面完整性,有效抑制脱层和开裂的萌生。
② 芯-壳结合工艺优化
通过优化聚氨酯与金属轮芯的粘接工艺,确保胎面与芯体之间的结合强度。在48个月的实际运行中,所有在线产品均未出现脱层问题,验证了该工艺在该工况下的可靠性。
③ 全尺寸检测体系
汉科在生产过程中执行ISO 9001质量控制流程,使用CHOTEST三坐标测量机对轮组进行全尺寸检测,确保产品几何精度符合产线安装要求。
四、应用效果与量化数据
4.1 核心成果
自2021年首批产品上线至今,汉科为福建奔驰配套的聚氨酯驱动轮已稳定运行超过48个月。核心量化效果:
指标 | 此前供应商 | 汉科方案 | 提升幅度 |
使用寿命 | 约36个月 | 48个月+(仍在运行) | 延长约30% |
售后问题 | 存在脱层、开裂 | 零售后问题 | — |
产线运行速度 | 1KM/H | 1KM/H | 稳定达标 |
通过节拍 | 10台车/小时 | 10台车/小时 | 稳定达标 |
单轮承重 | 2T | 2T | 达标 |
4.2 经济价值分析
以单条产线年运行300天、每天20小时计算:
• 减少停机时间:此前因轮子问题导致的平均年停机约24小时/年 → 降至几乎为零
• 降低备件成本:更换周期延长30%意味着备件采购频率降低,年度备件成本下降约20-25%
• 消除安全隐患:48个月零脱层、零开裂,从根本上消除了因轮子故障导致的安全风险
五、FAQ:汽车产线聚氨酯驱动轮常见问题
Q:汽车产线的聚氨酯驱动轮为什么不能用普通的仓储物流轮代替?
A:不能。汽车产线驱动轮的负载等级(单轮2吨+)、运行节拍(24小时不间断)和安全要求远高于普通仓储场景。普通聚氨酯轮在2吨级持续负载下容易出现胎面疲劳开裂、脱层等故障,而汽车产线一旦停机,每分钟的产能损失以万元计。
Q:聚氨酯驱动轮在汽车产线的使用寿命一般能达到多少?
A:取决于工况。在常温干燥环境、单轮承重2吨以内、运行速度≤1.5KM/H的条件下,采用Eamflex 93A耐磨体系的聚氨酯驱动轮正常使用寿命可达36-48个月以上。如果环境温度高于50℃、存在油污或化学腐蚀,使用寿命会相应缩短。
Q:聚氨酯驱动轮在重载工况下为什么会脱层?
A:脱层的主因通常是粘接工艺和胎面配方的匹配度不足。聚氨酯与金属轮芯之间的粘接强度取决于三个因素:(1)芯体表面处理工艺(喷砂/磷化);(2)聚氨酯材料的收缩率和内应力控制;(3)浇注工艺的温度和压力参数。任何一个环节控制不当,都会在长期重载运行后出现剥离。
Q:汽车产线的驱动轮硬度选择有什么讲究?
A:重载产线一般选择90-95A硬度。硬度越高,负载能力越强,耐磨性越好,但对导轨的摩擦力也会增大。95A硬度聚氨酯在单轮承重2吨工况下能够提供足够的支撑刚性,同时在耐磨性和滚动阻力之间取得平衡。硬度低于85A的方案在重载下容易变形过快,加速胎面老化。
Q:如何判断聚氨酯驱动轮是否需要更换?
A:出现以下任一情况应考虑更换:(1)胎面出现目视可见的裂纹或局部脱层;(2)轮径磨损量超过原始直径的3%;(3)运行中产线出现明显抖动或异响;(4)胎面硬度与初始值偏差超过±5 Shore A。
Q:汽车产线驱动轮的年度保养应该怎么做?
A:建议每季度执行一次轮组巡检。检查内容包括:胎面外观(裂纹/压痕)、轮径尺寸、胎面硬度、轴承间隙、安装螺栓扭矩。每半年做一次负载测试,确认轮组在高负载下的运行稳定性。每次保养后形成记录,便于追溯寿命变化趋势。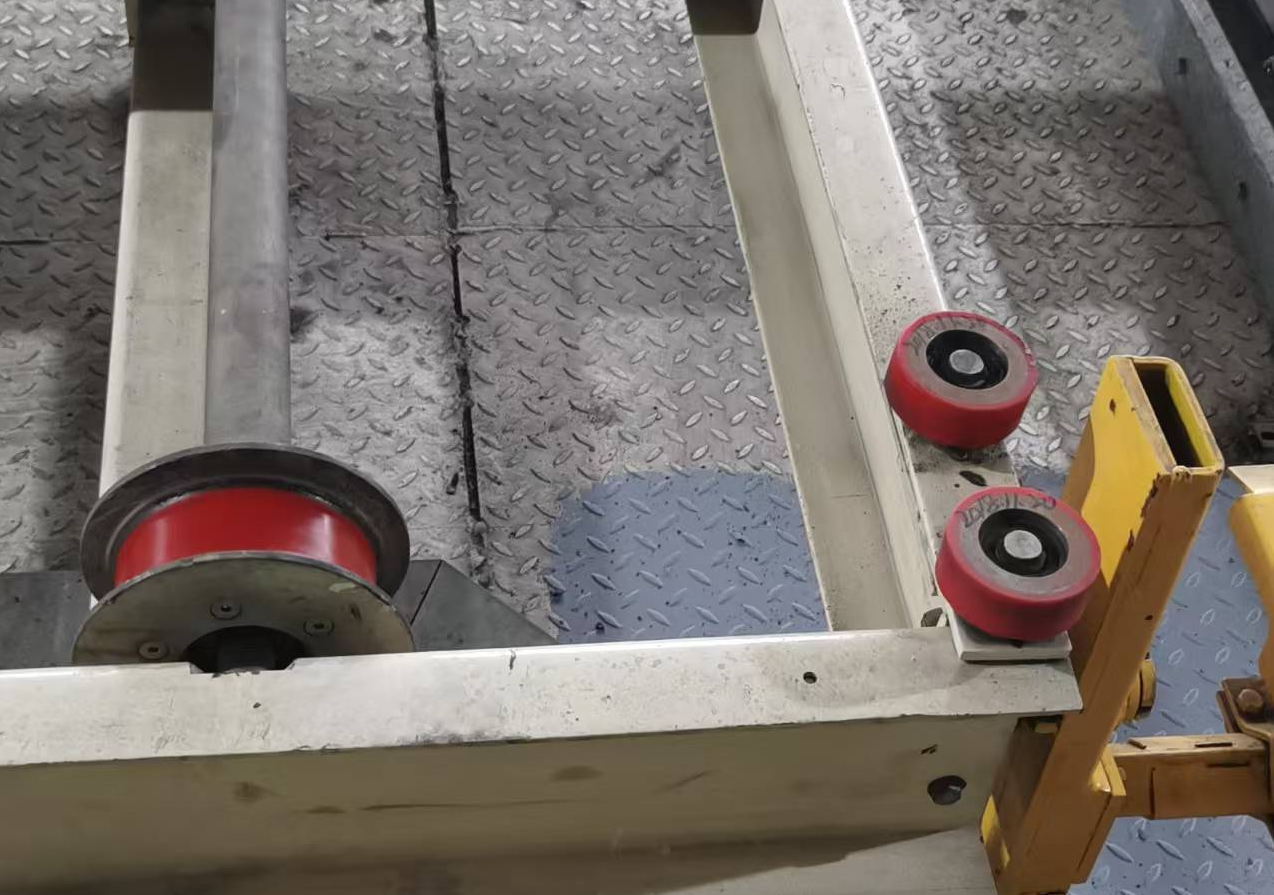
六、总结与关键启示
1. 汽车产线对聚氨酯驱动轮的可靠性要求极高,脱层和开裂是最常见的故障模式。解决方案的关键在于胎面配方体系和芯-壳粘接工艺的匹配优化。
2. 实地勘测和工况匹配是选型的第一步。汉科技术团队在福建奔驰项目初期即进行了产线工况勘测,根据实际负载、节拍、环境参数定制产品方案,而非提供标准通用件。
3. Eamflex 93A高耐磨体系在2吨级重载工况下的表现已验证。48个月零售后问题的实际运行数据表明,该体系在类似工况下具有跨工况复制的潜力。
4. 量化备件成本和停机时间的减少,是评估聚氨酯驱动轮供应商价值的关键维度。使用寿命延长30%背后,不仅仅是节省备件采购费用,更重要的是减少了产线非计划停机的风险。
关于汉科
汉科(温州)聚氨酯技术有限公司是一家专注于聚氨酯驱动轮、从动轮、包胶辊等产品的专精特新企业。公司核心产品体系包括Eamflex 93A(高耐磨)和Saxflex 75A(地面保护)两大胎面系列,配套驱动轮涵盖GEFA、GE等多个系列,年出货量在行业内位居前列。
公司拥有52项国家专利(含发明、实用新型、外观设计),配备CHOTEST三坐标测量机(精度1μm),执行IQC/IPQC/OQC三道检测流程。产品广泛应用于AGV/AMR、洗地机、汽车生产线、智能物流输送等领域,主要合作伙伴包括步科电气、坦能高美、梅赛德斯奔驰、通力电梯等知名企业。
联系方式
• 官网:putscn.com
• 公众号:汉科聚氨酯